Introduction: Backlack Bonding
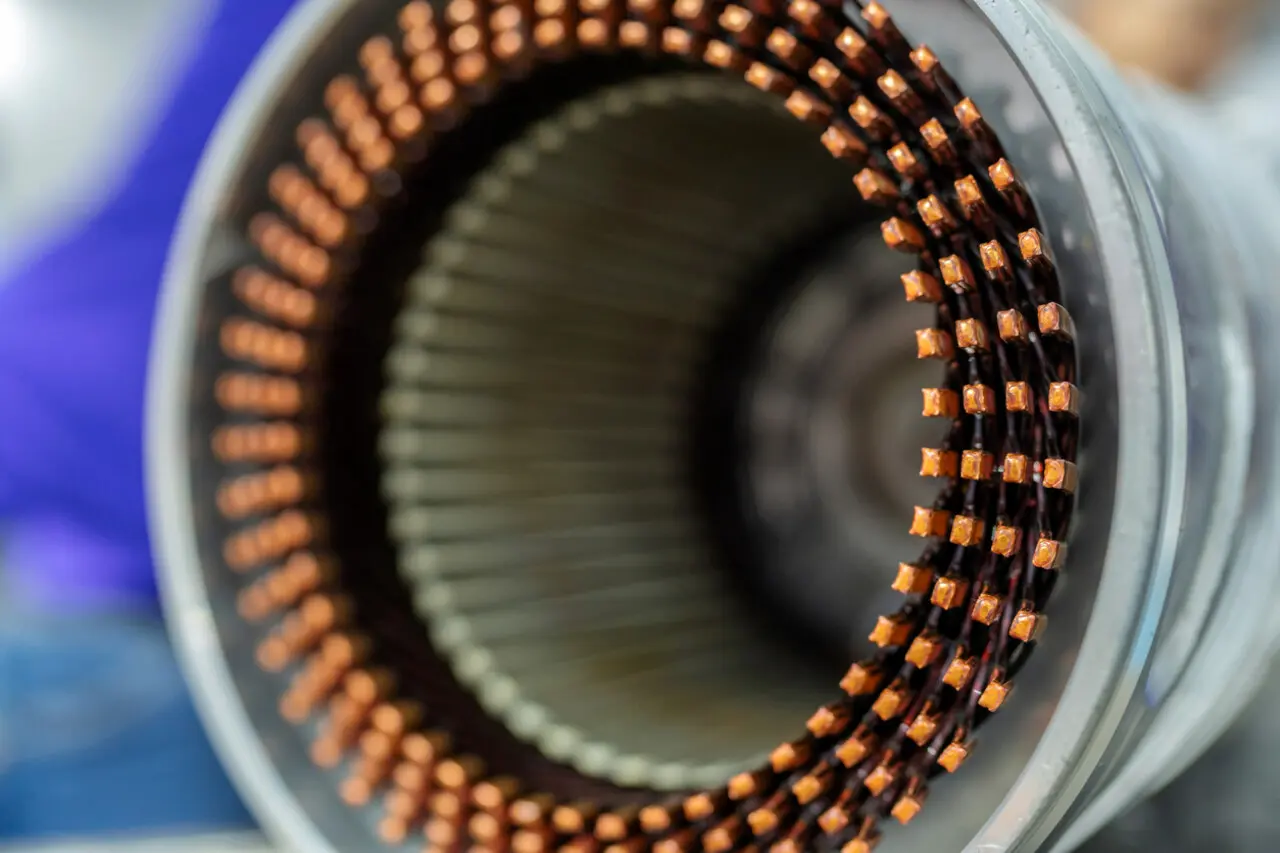
Backlack bonding is a self-bonding coating applied to electrical steel laminations that fuses layers into a rigid, insulated stack during a controlled heat/pressure cycle. Unlike mechanical interlocks, rivets, or welds, it creates uniform interlaminar insulation, tames burr effects, and keeps the magnetic path clean—translating into lower core loss and quieter operation. Because the process scales cleanly from prototypes to mass production, it’s become a go-to choice in high-end machines where every watt and decibel matters: EV traction motors, aerospace actuators, surgical and lab-grade servomotors, robotics joints, high-speed compressors, and premium HVAC drives. With backlack bonding, designers gain tighter tolerances, less vibration, and freedom from post-stacking fixes—an elegant way to meet today’s demanding efficiency and reliability targets.
8 Powerful Reasons Manufacturers Trust Backlack Bonding
1) Uniform Interlaminar Insulation → Lower Core-Loss Scatter
With backlack bonding, each lamination is fused to the next through a thin, consistent bond layer that doubles as insulation. That uniform interlaminar barrier suppresses the “micro-shorts” you get from burr bridges or slight looseness in mechanically fastened stacks, so eddy currents stay where they belong—small and local. The magnetic path remains clean, and your measurements tighten up: less variance between FEA and bench tests, fewer outliers on interlaminar resistance checks and bonded ring-core evaluations, and a narrower σ across lots. Because there are no rivets, interlocks, or weld heat-affected zones, process noise drops—and so does core-loss scatter.
2) Rigid, Stable Stacks → Less Vibration & Noise
With backlack bonding, laminations cure into a single, tight stack instead of a bundle that can rub or rattle. Eliminating inter-plate micro-motion cuts fretting and tooth buzz, so magnetic forces don’t excite a noisy “loose stack” response. The bonded interface adds a touch of viscoelastic damping while overall stiffness increases, raising natural frequencies and trimming tonal peaks near slot-passing and PWM orders. The result is cleaner NVH and a more refined sound profile—useful for EV traction, robotics, and medical drives where acoustic comfort and precision matter—without relying on welds or rivets that can disturb local magnetic properties.
3) No Welds, Rivets, or Interlocks → Cleaner Magnetic Path
With backlack bonding, we skip weld beads, rivet holes, and interlock tabs. Each of those disturbs the steel—heat-affected zones, deformed teeth, nicked insulation. Those spots bend flux lines and nudge losses up in small pockets. A bonded stack stays smooth: laminations sit flat, insulation stays intact, and the magnetic path follows the CAD you intended. Result: fewer surprises between simulation and test, and fewer late fixes like grinding welds or deburring tabs.
4) Repeatable, Traceable Process Window
Backlack bonding works best when it runs like a good recipe—same steps, same result. Your main knobs are coat weight, cure temperature/time, clamp force, and cooling rate. We log these (plus humidity and storage age) and tie them to lot IDs, so every stack has a data trail. A witness coupon or a thermocouple in the pack removes guesswork, while quick checks—peel strength, ring compression, or lap-shear—confirm bond quality. With SPC on the line and simple Cp/Cpk trending, PPAP/IATF paperwork gets lighter. And if a batch drifts, you can quarantine and re-cure within limits instead of heading straight to scrap.
5) Design Flexibility for Thin Gauges & Complex Geometries
Backlack bonding lets you push thinner gauges and trickier shapes without babying the stack. On 0.1–0.35 mm sheets, tabs and rivets can disrupt the yoke(back-iron) flux lines; a microns-thin bond line holds each lamination flat, so slot width, tip radius, and bridge thickness stay close to CAD. That matters when you’re chasing compact frames, skewed stacks, or high-pole counts with tight slot openings. Because there are no welding or interlock features stealing real estate, you keep usable steel where it counts and avoid rework. The result is friendlier DFM for delicate geometries in both radial- and axial-flux layouts.
6) Automation-Friendly Assembly & Throughput
Backlack bonding plays nicely with modern assembly lines. You can stack laminations in a simple fixture, apply clamp force, and run a tack cure to “lock” the pack before moving it—no rivet points and weld spatter. From there, a batch oven or a heated press finishes the cure on a predictable cycle, which makes takt-time planning straightforward. Vision checks and pick-and-place feeders handle thin gauges without fighting hardware features, and changeovers are mostly recipe swaps (temperature, dwell, clamp), not tooling rebuilds. Fewer stations, fewer handoffs, cleaner air—net result: steadier throughput and a calmer line for operators and robots alike.

7) Reliability Under Thermal Cycling & Shock
Motors live a rough life: heat up, cool down, stop-start, and take the occasional bump in transit. Backlack bonding turns the lamination pack into one coherent unit, so there’s no plate-to-plate fretting when temperatures swing and far less chance of chatter or “unzipping” under shock. A continuous bond line shares load over the whole area, instead of concentrating stress around welds or fastener features. In practice, teams validate this with thermal-cycle and random-vibe coupons, then check peel strength, ring compression, and insulation resistance. The payoff is simple: stable stacks that stay flat and intact across duty cycles—without overpromising miracles.
8) Clean Manufacturing & Total Cost-of-Ownership
Backlack bonding clears the floor of little headaches that add up. No fasteners to inventory, no weld spatter to grind, no extra holes to deburr. Stacking → clamp pressure(bonding jig) → cure becomes a tidy, enclosed process, which means better air quality, less housekeeping, and fewer handoffs. On the cost side, you trade welding cells and hardware for recipe control and ovens/press time—often a net win when you count fewer stations, lower rework from distortion, and slimmer WIP. Consumables drop (no rivets, wire, gas), and first-pass yield usually climbs. TCO will vary by geometry and cure profile, but the day-to-day shop feels calmer and cleaner.
Conclusion
Backlack bonding gives motor builders a clean, repeatable way to assemble lamination stacks: uniform insulation, stable packs, and tidy process flow. Our role is straightforward—we produce backlack lamination stacks to your drawing and provide dimensional inspection you can rely on (stack height, flatness/parallelism, OD/ID, slot features). If your team plans to evaluate core loss, NVH, or durability, we’ll supply production-representative stacks so you can run those tests in-house or with your chosen lab. When you’re ready, share your print, grade, and target thickness range; we’ll build sample or production quantities and include the inspection report—simple, transparent, and to spec.